。全自動(dòng)免燒磚機(jī)打包工應(yīng)做好及時(shí)監(jiān)測(cè)檢驗(yàn)。自然除去做到以上幾點(diǎn)
,擺放前的檢測(cè)也很重要
,擺放環(huán)節(jié)中定期對(duì)制成品溫度采取實(shí)時(shí)監(jiān)控,如果一旦發(fā)現(xiàn)成品溫度較高的狀況
,就應(yīng)該馬上結(jié)束堆積
。

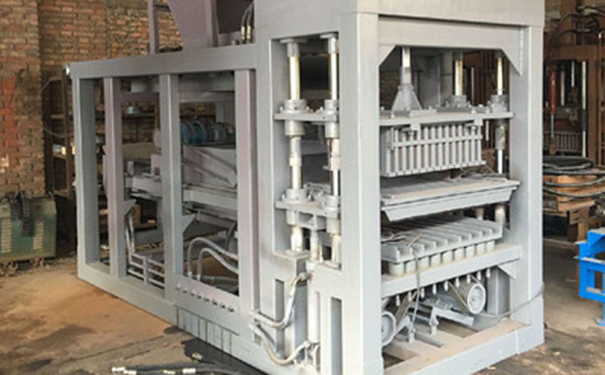
上面我們了解了怎樣找到全自動(dòng)免燒磚機(jī)的故障問(wèn)題呢?經(jīng)過(guò)本文我們知道了怎樣找到磚機(jī)設(shè)備的故障問(wèn)題
,找出問(wèn)題后就需用解決問(wèn)題
。免燒水泥空心制磚機(jī)常見(jiàn)故障的解決辦法與注意事項(xiàng)下面我們會(huì)做一個(gè)詳細(xì)的介紹
一
、免燒水泥空心制磚機(jī)在生產(chǎn)流程中如果發(fā)生磚的壓實(shí)度達(dá)到標(biāo)準(zhǔn)但磚體里邊位置出現(xiàn)壓塌狀況,關(guān)鍵原因取決于:磚沒(méi)有壓到位
,上模限位并沒(méi)有真的受力
,或是震臺(tái)膠墩仍處在壓縮狀況,這時(shí)下模提高
,磚失去了模具外壁的維護(hù)
,在壓力的效果下磚被壓塌。
解決辦法:廷長(zhǎng)震動(dòng)時(shí)間
,使上模下限位充分的發(fā)揮作用
,震臺(tái)膠墩處于自然的狀況,上模壓蓋與磚面有些許的分離
。依據(jù)磚的密實(shí)度標(biāo)準(zhǔn)
,適度縮減布料量(前提條件確保磚的產(chǎn)品質(zhì)量)。
二
、免燒水泥空心制磚機(jī)生產(chǎn)出的磚密實(shí)度不足
,轉(zhuǎn)一拿起就破裂了
主要緣由:
(1)下料量不足:廷長(zhǎng)送料時(shí)間。
(2)送料不均勻
、下料慢:調(diào)節(jié)料的粘稠度
,調(diào)節(jié)上料機(jī)內(nèi)送料齒的部位,使送料齒部位維持在模具下料孔部位的上面
,確保送料齒的總長(zhǎng)度達(dá)到離模具上平面5毫米左右的部位
。

三、生產(chǎn)空心磚時(shí)
,如發(fā)生出模不成功
、費(fèi)勁現(xiàn)象
解決辦法:
1、首先要確保在下模起
、落的穩(wěn)定性
;
2、上限位置確定后
,加長(zhǎng)震動(dòng)時(shí)間
,使得模具和磚在模具側(cè)面震動(dòng)下有稍微的分離;
(3)在保證磚的密實(shí)度的前提條件下縮減入料量
。
四
、生產(chǎn)空心磚時(shí),如發(fā)生在出模環(huán)節(jié)中下模升高
,上模也隨之上升
,半途磚脫落導(dǎo)致磚開(kāi)裂的主要緣由及解決辦法:
1、上模的壓力過(guò)低,下模上升時(shí)上模也隨之上升
,應(yīng)將上模的壓力加大
,標(biāo)準(zhǔn)以上模不在隨之升高為標(biāo)準(zhǔn);
2
、減少入料量
,擠壓成型完成延長(zhǎng)振動(dòng)時(shí)間,使磚與模具分離
。
五
、生產(chǎn)空心磚過(guò)程中如發(fā)生同一個(gè)板磚前后體積密度、高度不一致的主要緣由與解決辦法:
(1)查看上料機(jī)內(nèi)攪拌齒的位置是否分布均勻
、位置恰當(dāng)
;
2
、認(rèn)真觀察在送料環(huán)節(jié)中模具前后振幅是否相同
,如不一致,調(diào)整平衡體系或調(diào)整震臺(tái)膠墩的薄厚促使左右振幅相同
。
六
、生產(chǎn)過(guò)程中如產(chǎn)生在送料環(huán)節(jié)中下模震幅保持的常規(guī)范疇內(nèi)(2—4mm),但是在壓磚環(huán)節(jié)中
,震動(dòng)力不夠
,出磚慢,原因取決于上模的壓力過(guò)大
,可適度將上模的壓力調(diào)小到恰當(dāng)范圍
。如震動(dòng)力正常但是壓磚慢,則適度增加上模的壓力
。
- 18638722221
-

微信號(hào):ZLDM6688微信二維碼
-
